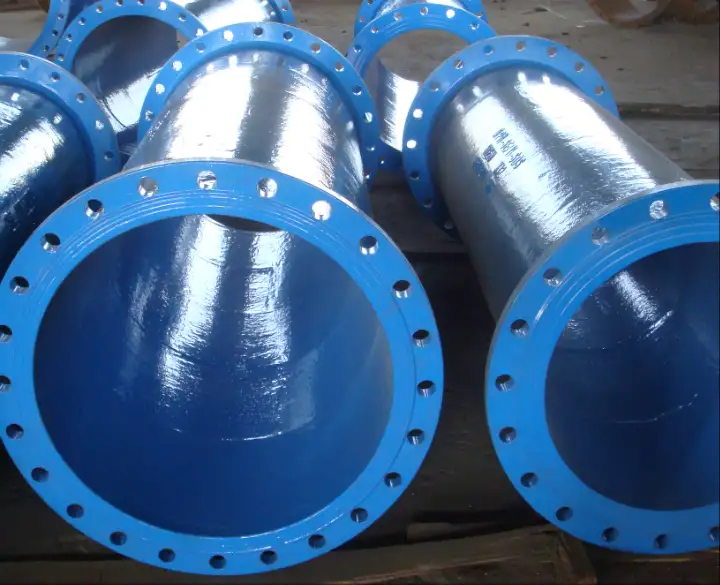
اختيار المناسب طلاء أنابيب حديد الدكتايل ضروري لمنع التآكل، والتآكل، والتلف الناتج عن الأشعة فوق البنفسجيةمما يطيل عمر الأنبوب في كل من التطبيقات المدفونة والمكشوفة. تشمل الطلاءات الواقية الشائعة ما يلي:
-
دهانات الإيبوكسي - مقاومة ممتازة للمواد الكيميائية لأنظمة المياه/الصرف الصحي
-
طلاءات البولي يوريثان - حماية الأنابيب فوق الأرضية من الأشعة فوق البنفسجية
-
مينا قطران الفحم - حاجز التآكل التقليدي للبنية التحتية المدفونة
-
البادئات الغنية بالزنك - تعزيز تثبيط الصدأ
يضمن الإعداد المناسب للسطح (التنظيف والسفع الرملي) أقصى قدر من الالتصاق. تعلم كيف معايير AWWA C210/C222 دليل اختيار الطلاء الإرشادي للبيئات البلدية والصناعية والبحرية.
🔍 أنواع الدهانات والطلاءات لأنابيب حديد الدكتايل
1. الطلاءات الأسفلتية
-
الوصف: عادةً ما يتم تطبيق الطلاء الأسفلتية، والمعروفة أيضًا باسم الطلاءات المانعة للتسرب، على السطح الخارجي لأنابيب حديد الدكتايل. فهي توفر طبقة واقية ضد التآكل والعناصر البيئية.
-
التطبيق: يُستخدم عادةً بسماكة 1 ميل تقريباً، وفقاً لمعايير الصناعة. هذه الطلاءات مناسبة للاستخدامات تحت الأرض وفوق الأرض على حد سواء.
-
المزايا: فعالة من حيث التكلفة وسهلة الاستخدام وتوفر حماية موثوقة من التآكل.
-
الاعتبارات: غير متوافق مع معظم الطلاءات العلوية؛ قد يتطلب تحضير السطح قبل الطلاء الإضافي.
2. طلاءات الإيبوكسي
-
الوصف: تُستخدم طلاءات الإيبوكسي على نطاق واسع لخصائصها الممتازة في الالتصاق ومقاومة التآكل. وهي مناسبة للاستخدامات الداخلية والخارجية على حد سواء.
-
الأنواع:
-
إيبوكسيات البولي أميد البولي أميد: معروف بمرونته الأفضل ومقاومته للماء.
-
الإيبوكسيات المعالجة بالأمين: توفر مقاومة كيميائية فائقة.
-
-
التطبيق: يوضع على طبقة واحدة إلى ثلاث طبقات، على أن تكون سماكة كل طبقة عدة ملليمترات.
-
المزايا: متانة عالية ومقاومة ممتازة للمواد الكيميائية وعمر خدمة طويل.
-
الاعتبارات: قد يحدث طباشير عند التعرض الطويل للأشعة فوق البنفسجية؛ غير مناسب للمناطق ذات الحركة الكبيرة للركيزة.
3. طلاءات الزنك
-
الوصف: توفر طلاءات الزنك حماية مضحية لأنابيب حديد الدكتايل وتمنع التآكل عن طريق التآكل بدلاً من المعدن الأساسي.
-
الأنواع:
-
الزنك المطبق على القوس الزنك: يتم استخدام الزنك عالي النقاء باستخدام عملية القوس الكهربائي.
-
الدهانات المخصبة بالزنك: توفر الدهانات التي تحتوي على جزيئات الزنك فوائد وقائية مماثلة.
-
-
التطبيق: تُستخدم عادةً للتركيبات وقطع البكرات القصيرة؛ قد تتطلب طلاء علوي لتعزيز الحماية.
-
المزايا: حماية فعالة من التآكل، خاصةً في ظروف التربة القاسية.
-
الاعتبارات: قد يتطلب طلاء إضافي للحماية من الأشعة فوق البنفسجية ولأغراض جمالية.
4. طلاءات الإيبوكسي الملتصقة بالاندماج (FBE)
-
الوصف: طلاءات FBE هي عبارة عن طلاءات بوليمر حرارية توضع كمسحوق جاف، ثم يتم تسخينها لتشكيل طبقة واقية مستمرة.
-
التطبيق: يشيع استخدامها للتطبيقات تحت الأرض والمغمورة بسبب مقاومتها الممتازة للتآكل.
-
المزايا: التصاق عالي ومقاومة ممتازة للمواد الكيميائية وعمر خدمة طويل.
-
الاعتبارات: يتطلب معدات متخصصة للاستخدام؛ قد لا تكون مناسبة للمناطق ذات الحركة الكبيرة للركيزة.
🧪 جدول مقارن للطلاءات
| نوع الطلاء | مقاومة التآكل | مقاومة الأشعة فوق البنفسجية | المرونة | مجال التطبيق | السُمك النموذجي | مطلوب طلاء علوي |
|---|---|---|---|---|---|---|
| أسفلتية | معتدل | منخفضة | منخفضة | تحت الأرض | ~1 مليون | نعم |
| إيبوكسي (بولي أميد) | عالية | معتدل | معتدل | التصميم الداخلي والخارجي | 2-3 ملليمتر | اختياري |
| إيبوكسي (معالج بالأمين) | عالية جداً | منخفضة | منخفضة | التطبيقات الصناعية | 3-5 ملليمتر | نعم |
| طلاءات الزنك | عالية | منخفضة | منخفضة | التركيبات وقطع البكرات | متفاوتة | نعم |
| الإيبوكسي المترابط بالاندماج (FBE) | عالية جداً | عالية | منخفضة | تحت الأرض/مغمورة تحت الأرض | 12-14 مللي | اختياري |
🛠️ طرق التطبيق 🛠️
-
تحضير السطح: يعد الإعداد المناسب للسطح أمرًا بالغ الأهمية لضمان الالتصاق الجيد والأداء الأمثل للطلاء. تشمل الطرق السفع الكاشطة لإزالة الصدأ والقشور وغيرها من الملوثات.
-
تقنيات التطبيق:
-
الرش: شائع في الطلاءات السائلة؛ يوفر تغطية موحدة.
-
الغمس: يُستخدم للمكونات الأصغر؛ يضمن تغطية كاملة.
-
طلاء المسحوق: تستخدم لطلاءات FBE؛ تتطلب معدات متخصصة.
-
-
المعالجة: تتطلب بعض الطلاءات المعالجة لتحقيق خصائصها النهائية. يمكن أن يشمل ذلك التجفيف بالهواء أو التسخين، اعتمادًا على نوع الطلاء.
الاعتبارات البيئية والتنظيمية
-
انبعاثات المركبات العضوية المتطايرة: يُفضل استخدام الطلاءات ذات الأساس المائي في البيئات ذات اللوائح الصارمة للمركبات العضوية المتطايرة نظراً لانخفاض انبعاثاتها.
-
شهادة NSF: بالنسبة لتطبيقات المياه الصالحة للشرب، يجب أن تكون الطلاءات معتمدة من NSF/ANSI 61 لضمان سلامتها عند ملامستها لمياه الشرب.
-
الأثر البيئي: يتماشى اختيار الطلاءات ذات التأثير البيئي المنخفض، مثل تلك التي تحتوي على نسبة منخفضة من المركبات العضوية المتطايرة وتلك القابلة لإعادة التدوير، مع أهداف الاستدامة.
✅ أفضل الممارسات في طلاء أنابيب حديد الدكتايل
-
اختر الطلاء المناسب: اختر الطلاء الذي يتوافق مع الظروف البيئية المحددة ومتطلبات التطبيق.
-
التأكد من الإعداد المناسب للسطح: قم بتنظيف سطح الأنبوب وإعداده جيدًا لإزالة الملوثات وضمان الالتصاق الجيد.
-
اتبع تعليمات الشركة المصنعة: التزم بإرشادات الشركة المصنعة للطلاء فيما يتعلق بطرق الاستخدام وأوقات المعالجة والسماكة.
-
إجراء مراقبة الجودة: إجراء الفحوصات والاختبارات للتحقق من سلامة الطلاء وأدائه.
-
الحفاظ على سلامة الطلاء: قم بفحص الطلاء وصيانته بانتظام لمعالجة أي تلف أو تآكل قد يحدث مع مرور الوقت.
❓ الأسئلة المتداولة (FAQs)
1. هل يمكنني الطلاء فوق الطبقة المانعة للتسرب الموجودة على أنابيب حديد الدكتايل؟
نعم، من الممكن الطلاء فوق الطبقة المانعة للتسرب الموجودة على أنابيب حديد الدكتايل. ومع ذلك، فإن تحضير السطح ضروري لضمان الالتصاق الجيد للطلاء الجديد. يجب أن تكون طبقة الختم الحالية نظيفة وجافة وخالية من الملوثات. يمكن استخدام السفع الكاشط الخفيف أو الغسيل الكهربائي لإعداد السطح. من المهم ملاحظة أن بعض طبقات الطلاء المانعة للتسرب قد تكون غير متوافقة مع بعض المعاطف الخفيفة، لذا يوصى باختبار التوافق قبل المتابعة.
2. ما هي السماكة الموصى بها لطلاء الإيبوكسي على أنابيب حديد الدكتايل؟
تتراوح السماكة الموصى بها لطلاءات الإيبوكسي على أنابيب حديد الدكتايل عادةً من 2 إلى 5 مل لكل طبقة، اعتمادًا على المنتج المحدد ومتطلبات التطبيق. يمكن وضع طبقات متعددة لتحقيق السماكة الكلية المطلوبة. من المهم جداً اتباع إرشادات الشركة المصنعة للاستخدام لضمان الأداء الأمثل.
3. هل هناك أي طلاءات مصممة خصيصًا لاستخدامات مياه الشرب؟
نعم، هناك طلاءات مصممة خصيصاً لاستخدامات مياه الشرب. هذه الطلاءات معتمدة من NSF/ANSI 61، مما يضمن أنها آمنة للتلامس مع مياه الشرب. يشيع استخدام الطلاء الإيبوكسي لهذا الغرض، حيث يوفر مقاومة ممتازة للتآكل والمتانة. من المهم اختيار الطلاءات التي تتوافق مع اللوائح والمعايير المحلية لأنظمة مياه الشرب.
4. كيف يمكنني تحديد ما إذا كانت أنابيب حديد الدكتايل بحاجة إلى إعادة طلاء؟
الفحص المنتظم هو المفتاح لتحديد ما إذا كانت أنابيب حديد الدكتايل تحتاج إلى إعادة طلاء. تشمل العلامات التي تشير إلى ضرورة إعادة الطلاء التلف المرئي للطلاء الموجود، مثل التشقق أو التقشير أو التقرحات، بالإضافة إلى المناطق التي يكون فيها المعدن الأساسي مكشوفًا. بالإضافة إلى ذلك، إذا كانت الأنابيب تعاني من زيادة التآكل أو انخفاض الأداء، فقد تكون هناك حاجة إلى إعادة الطلاء. يمكن أن توفر استشارة أخصائي التآكل تقييماً أكثر دقة.
5. ما هي الاعتبارات البيئية عند اختيار طلاء أنابيب حديد الدكتايل؟
عند اختيار الطلاءات لأنابيب حديد الدكتايل، تشمل الاعتبارات البيئية نوع المذيبات المستخدمة، ووجود مركبات عضوية متطايرة (VOCs)، والتأثير البيئي العام لمواد الطلاء. يُفضَّل استخدام الطلاءات ذات الأساس المائي في البيئات ذات اللوائح الصارمة للمركبات العضوية المتطايرة نظراً لانخفاض انبعاثاتها.
المراجع:
- حديد الدكتايل - ويكيبيديا
- معايير AWWA - الرابطة الأمريكية لأشغال المياه (AWWA)
- ASTM C210: المواصفة القياسية للطلاءات الأسفلتية - ASTM International
- NSF/ANSI 61: مكونات نظام مياه الشرب - التأثيرات الصحية - NSF International
- برامج الاستدامة التابعة لوكالة حماية البيئة الأمريكية - وكالة حماية البيئة الأمريكية
