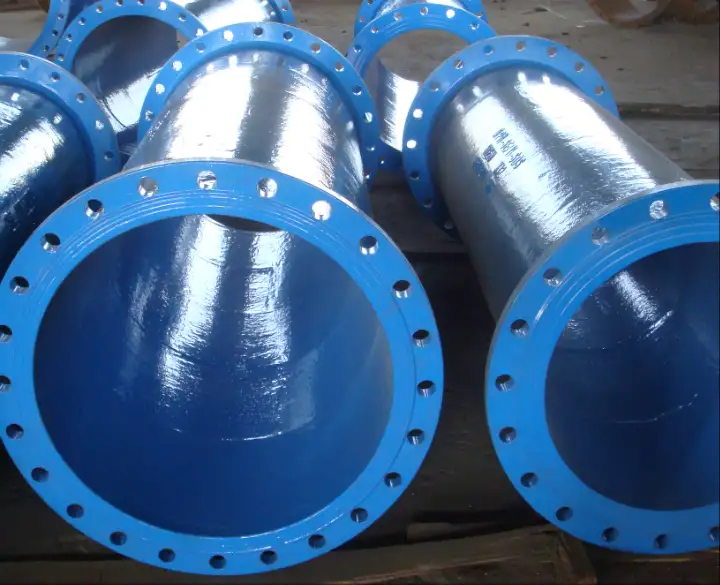
Choosing the right paint for ductile iron pipes is essential to prevent corrosion, abrasion, and UV damage, extending the pipe’s lifespan in both buried and exposed applications. Common protective coatings include:
-
Epoxy paints – Excellent chemical resistance for water/sewer systems
-
Polyurethane coatings – UV protection for above-ground pipes
-
Coal-tar enamel – Traditional corrosion barrier for buried infrastructure
-
Zinc-rich primers – Enhanced rust inhibition
Proper surface preparation (cleaning, sandblasting) ensures maximum adhesion. Learn how AWWA C210/C222 standards guide coating selection for municipal, industrial, and marine environments.
🔍 Types of Paints and Coatings for Ductile Iron Pipes
1. Asphaltic Coatings
-
Description: Asphaltic coatings, also known as seal coats, are commonly applied to the exterior of ductile iron pipes. They provide a protective layer against corrosion and environmental elements.
-
Application: Typically applied at a thickness of approximately 1 mil, as per industry standards. These coatings are suitable for both underground and above-ground applications.
-
Benefits: Cost-effective, easy to apply, and provide reliable corrosion protection.
-
Considerations: Not compatible with most topcoats; may require surface preparation before additional coatings.
2. Epoxy Coatings
-
Description: Epoxy coatings are widely used for their excellent adhesion and corrosion resistance properties. They are suitable for both interior and exterior applications.
-
Types:
-
Polyamide Epoxies: Known for better flexibility and water resistance.
-
Amine-Cured Epoxies: Offer superior chemical resistance.
-
-
Application: Applied in one to three coats, with each coat having a thickness of several mils.
-
Benefits: High durability, excellent chemical resistance, and long service life.
-
Considerations: May experience chalking upon prolonged UV exposure; not suitable for areas with significant substrate movement.
3. Zinc Coatings
-
Description: Zinc coatings provide sacrificial protection to ductile iron pipes, preventing corrosion by corroding in place of the underlying metal.
-
Types:
-
Arc-Applied Zinc: High-purity zinc is applied using an electric arc process.
-
Zinc-Enriched Paints: Paints containing zinc particles offer similar protective benefits.
-
-
Application: Typically used for fittings and short spool pieces; may require topcoating for enhanced protection.
-
Benefits: Effective corrosion protection, especially in aggressive soil conditions.
-
Considerations: May require additional coatings for UV protection and aesthetic purposes.
4. Fusion-Bonded Epoxy (FBE) Coatings
-
Description: FBE coatings are thermoset polymer coatings applied as a dry powder, which is then heated to form a continuous protective layer.
-
Application: Commonly used for underground and submerged applications due to their excellent corrosion resistance.
-
Benefits: High adhesion, excellent chemical resistance, and long service life.
-
Considerations: Requires specialized equipment for application; may not be suitable for areas with significant substrate movement.
🧪 Comparative Table of Coatings
| Coating Type | Corrosion Resistance | UV Resistance | Flexibility | Application Area | Typical Thickness | Topcoat Required |
|---|---|---|---|---|---|---|
| Asphaltic | Moderate | Low | Low | Underground | ~1 mil | Yes |
| Epoxy (Polyamide) | High | Moderate | Moderate | Interior & Exterior | 2-3 mils | Optional |
| Epoxy (Amine-Cured) | Very High | Low | Low | Industrial Applications | 3-5 mils | Yes |
| Zinc Coatings | High | Low | Low | Fittings & Spool Pieces | Varies | Yes |
| Fusion-Bonded Epoxy (FBE) | Very High | High | Low | Underground/Submerged | 12-14 mils | Optional |
🛠️ Application Methods
-
Surface Preparation: Proper surface preparation is crucial for ensuring good adhesion and optimal performance of the coating. Methods include abrasive blasting to remove rust, scale, and other contaminants.
-
Application Techniques:
-
Spraying: Common for liquid coatings; provides uniform coverage.
-
Dipping: Used for smaller components; ensures complete coverage.
-
Powder Coating: Used for FBE coatings; requires specialized equipment.
-
-
Curing: Some coatings require curing to achieve their final properties. This can involve air drying or heating, depending on the coating type.
🌍 Environmental and Regulatory Considerations
-
VOC Emissions: Water-based coatings are preferred in environments with strict VOC regulations due to their lower emissions.
-
NSF Certification: For potable water applications, coatings should be NSF/ANSI 61 certified to ensure they are safe for drinking water contact.
-
Environmental Impact: Selecting coatings with low environmental impact, such as those with low VOCs and those that are recyclable, aligns with sustainability goals.
✅ Best Practices for Coating Ductile Iron Pipes
-
Select Appropriate Coating: Choose a coating that matches the specific environmental conditions and application requirements.
-
Ensure Proper Surface Preparation: Thoroughly clean and prepare the pipe surface to remove contaminants and ensure good adhesion.
-
Follow Manufacturer’s Instructions: Adhere to the coating manufacturer’s guidelines for application methods, curing times, and thickness.
-
Conduct Quality Control: Perform inspections and tests to verify the coating’s integrity and performance.
-
Maintain Coating Integrity: Regularly inspect and maintain the coating to address any damage or wear that may occur over time.
❓ Frequently Asked Questions (FAQs)
1. Can I paint over the existing seal coat on ductile iron pipes?
Yes, it is possible to paint over the existing seal coat on ductile iron pipes. However, surface preparation is essential to ensure good adhesion of the new coating. The existing seal coat should be clean, dry, and free from contaminants. Light abrasive blasting or power washing can be used to prepare the surface. It’s important to note that some seal coats may be incompatible with certain topcoats, so compatibility testing is recommended before proceeding.
2. What is the recommended thickness for epoxy coatings on ductile iron pipes?
The recommended thickness for epoxy coatings on ductile iron pipes typically ranges from 2 to 5 mils per coat, depending on the specific product and application requirements. Multiple coats may be applied to achieve the desired total thickness. It’s crucial to follow the manufacturer’s guidelines for application to ensure optimal performance.
3. Are there any coatings specifically designed for potable water applications?
Yes, there are coatings specifically designed for potable water applications. These coatings are NSF/ANSI 61 certified, ensuring they are safe for contact with drinking water. Epoxy coatings are commonly used for this purpose, providing excellent corrosion resistance and durability. It’s important to select coatings that comply with local regulations and standards for potable water systems.
4. How can I determine if my ductile iron pipes need recoating?
Regular inspection is key to determining if ductile iron pipes need recoating. Signs that recoating may be necessary include visible damage to the existing coating, such as cracking, peeling, or blistering, as well as areas where the underlying metal is exposed. Additionally, if the pipes are experiencing increased corrosion or reduced performance, recoating may be required. Consulting with a corrosion specialist can provide a more accurate assessment.
5. What are the environmental considerations when selecting coatings for ductile iron pipes?
When selecting coatings for ductile iron pipes, environmental considerations include the type of solvents used, the presence of volatile organic compounds (VOCs), and the overall environmental impact of the coating materials. Water-based coatings are preferred in environments with strict VOC regulations due to their lower emissions.
References:
- Ductile Iron – Wikipedia
- AWWA Standards – American Water Works Association (AWWA)
- ASTM C210: Standard Specification for Asphaltic Coatings – ASTM International
- NSF/ANSI 61: Drinking Water System Components – Health Effects – NSF International
- EPA Sustainability Programs – U.S. Environmental Protection Agency
