Flame hardening ductile iron is a localized heat-treating process that enhances surface hardness and wear resistance while maintaining the material’s core toughness. This controlled technique involves rapid heating with oxy-fuel torches followed by immediate quenching, creating a hardened surface layer (typically 50-60 HRC).
1. Introduction to Flame Hardening of Ductile Iron
Flame hardening is a heat treatment process used to enhance the surface hardness of materials, including ductile iron, while leaving the core of the material unaffected. This process is ideal for applications requiring high wear resistance, such as industrial machinery, automotive parts, and structural components.
Ductile iron, also known as nodular cast iron, is a popular material due to its strength, ductility, and corrosion resistance. However, in applications where wear resistance is crucial, flame hardening provides an effective solution for surface modification.
This guide will explore the flame hardening process in detail, including the steps involved, required equipment, advantages, and common applications. We will also answer some of the most frequently asked questions about flame hardening ductile iron.
2. What is Flame Hardening?
Flame hardening is a localized heat treatment process that uses a focused flame to heat the surface of a material to its austenitizing temperature. This is typically followed by rapid cooling (quenching) to achieve a hard, wear-resistant surface. The core of the material remains unaffected by the process, maintaining its ductility and toughness.
2.1. The Science Behind Flame Hardening
The flame hardening process involves the following key stages:
-
Heating: The surface of the ductile iron is heated by a high-temperature flame, usually produced by an oxy-acetylene or oxy-propane torch.
-
Austenitization: At the correct temperature, the iron’s microstructure transforms into austenite, which is a high-temperature phase of iron.
-
Quenching: After the surface reaches the desired temperature, it is rapidly cooled (quenched) using water or air to transform the austenite into martensite, a hard, brittle phase.
The rate of cooling and the depth of the hardened layer depend on several factors, including the heat source, the time the flame is applied, and the cooling medium.
3. Advantages of Flame Hardening Ductile Iron
Flame hardening provides several key benefits when applied to ductile iron:
-
Enhanced Wear Resistance: Flame-hardened surfaces are significantly more resistant to wear and abrasion.
-
Localized Hardening: The process can selectively harden only the required areas, preserving the ductility and toughness of the core material.
-
Cost-Effective: Flame hardening is less expensive compared to other heat treatment methods, such as induction hardening or case hardening.
-
Flexibility: It can be used on large or irregularly shaped components, making it suitable for various industrial applications.
4. Flame Hardening Process for Ductile Iron
The flame hardening process involves several critical steps. Understanding these steps is essential for achieving the desired hardness and ensuring the quality of the treated component.
4.1. Preparing the Ductile Iron Component
Before beginning the flame hardening process, the ductile iron component must be prepared:
-
Cleaning: Any dirt, oil, or other contaminants must be cleaned from the surface to ensure proper heat application.
-
Surface Inspection: Check for any surface defects or cracks that might affect the hardening process or lead to failure.
4.2. Setting Up the Equipment
Flame hardening requires specific equipment to achieve controlled heat application:
-
Flame Torch: An oxy-acetylene or oxy-propane torch is commonly used to generate the required flame temperature.
-
Quenching System: A water or air-based quenching system is needed to rapidly cool the heated surface.
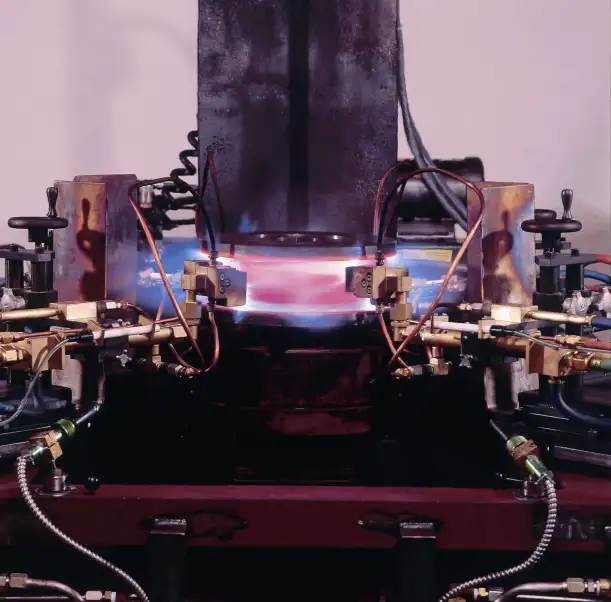
4.3. Heating the Surface
Once the component is in place, the flame torch is used to heat the surface of the ductile iron. The flame should be applied evenly to avoid overheating and ensure uniform hardness. The heating process should bring the material to its austenitizing temperature, which typically ranges between 850°C and 950°C for ductile iron.
4.4. Quenching
After the desired temperature is reached, the surface is rapidly cooled using water or air. This process transforms the austenitic structure into martensite, a much harder microstructure that increases wear resistance. The cooling rate and the depth of the quenched zone depend on the quenching medium and the time the flame is applied.
4.5. Post-Treatment Inspection
After the component has cooled, it is essential to inspect the hardness of the treated surface using a hardness tester. The depth of the hardened zone is also measured to ensure it meets the required specifications.
5. Equipment Used for Flame Hardening Ductile Iron
To perform flame hardening effectively, the following equipment is required:
5.1. Flame Torch
A flame torch provides the high-temperature flame necessary for heating the surface of the ductile iron. Common types include oxy-acetylene and oxy-propane torches, which allow precise control over the flame’s temperature and size.
5.2. Quenching System
A quenching system is used to rapidly cool the heated surface after it has been exposed to the flame. Quenching can be performed with either water or air, depending on the desired cooling rate and hardness.
5.3. Hardness Testing Equipment
To verify the success of the flame hardening process, hardness testing is required. Rockwell or Vickers hardness testers are commonly used to measure the hardness of the treated surface.
6. Common Applications of Flame Hardened Ductile Iron
Flame hardening is particularly useful in industries where high wear resistance is critical. Common applications include:
-
Automotive Industry: Components such as crankshafts, camshafts, and gears that require a hard surface for durability.
-
Agricultural Machinery: Parts exposed to abrasion, such as plows, tillers, and rotors.
-
Mining Equipment: Components that experience heavy wear, like drill bits, rollers, and crushers.
7. Comparison of Flame Hardening with Other Heat Treatment Methods
| Property/Technique | Flame Hardening | Induction Hardening | Case Hardening | Carburizing |
|---|---|---|---|---|
| Hardening Depth | Shallow (1-5 mm) | Deep (up to 10 mm) | Shallow (1-3 mm) | Shallow (1-3 mm) |
| Surface Hardness | High | Very High | High | High |
| Cost | Low | High | Moderate | High |
| Process Time | Short (minutes) | Long (minutes to hours) | Moderate (hours) | Moderate (hours) |
| Application Flexibility | High (irregular shapes) | Moderate (precise shapes) | Low (limited to small parts) | Moderate (specific parts) |
| Equipment Requirements | Basic (flame torch) | Complex (induction coils) | Moderate (furnace) | Moderate (furnace) |
8. Frequently Asked Questions (FAQs)
Q1: What are the key benefits of flame hardening ductile iron?
Answer: Flame hardening offers several benefits for ductile iron, including enhanced surface hardness, increased wear resistance, localized treatment that preserves the core material, cost-effectiveness, and flexibility in treating large or irregularly shaped components. The process is highly effective for parts exposed to high wear, such as automotive and industrial machinery components.
Q2: What are the challenges involved in flame hardening ductile iron?
Answer: While flame hardening is effective, several challenges can arise, including achieving uniform hardness across the treated surface, ensuring proper quenching, managing the cooling rate, and preventing distortion due to uneven heating. Additionally, controlling the depth of the hardened zone is critical, especially for components requiring only superficial hardness.
Q3: How does flame hardening compare to other heat treatment methods like induction hardening?
Answer: Flame hardening is less expensive than induction hardening but is typically used for shallower hardened layers. Induction hardening provides deeper hardening and is more suitable for parts that require a hardened depth greater than 5 mm. Flame hardening, however, is advantageous for irregularly shaped parts or large components where precision is not as critical.
Q4: Can flame hardening be used on all types of ductile iron?
Answer: Flame hardening is suitable for most types of ductile iron, particularly those with high carbon content. However, the effectiveness of the process may vary depending on the specific alloy composition and the intended use of the treated component. It is essential to ensure that the ductile iron meets the specifications for flame hardening.
Q5: What safety precautions should be taken when flame hardening ductile iron?
Answer: Safety is paramount when performing flame hardening. Protective gear such as gloves, goggles, and heat-resistant clothing should be worn. Additionally, proper ventilation must be ensured to avoid the accumulation of flammable gases, and fire extinguishing equipment should be readily available.
Q6: How do I measure the success of flame hardening?
Answer: The success of flame hardening can be measured by testing the surface hardness using a Rockwell or Vickers hardness tester. The depth of the hardened zone should also be checked, with the hardened layer typically ranging from 1 to 5 mm deep, depending on the application.
9. Video Resources
10. Conclusion
Flame hardening of ductile iron is a crucial process for enhancing wear resistance while maintaining the material’s overall strength and ductility. By following the correct procedures, using the appropriate equipment, and understanding the benefits and challenges of flame hardening, manufacturers can improve the longevity and performance of their components.
References:
- Flame Hardening – Wikipedia
- ASM Handbook Volume 4E: Heat Treating of Irons and Steels – ASM International
- Ductile Iron Properties and Heat Treatment – Engineering Toolbox
- Heat Treating Basics and Techniques – efunda.com (Engineering Fundamentals)
- Occupational Safety and Health Administration (OSHA) – Heat Exposure and Safety Precautions
