High-silicon molybdenum ductile iron (SiMo Ductile Iron) is a specialized grade of spheroidal graphite iron engineered for demanding high-temperature applications. By alloying nodular graphite iron with elevated levels of silicon (typically 2.8–5 %) and molybdenum (0.5–1 %), SiMo ductile iron achieves exceptional heat resistance (up to 850 °C), thermal fatigue strength, creep resistance, and oxidation stability—properties critical for automotive exhaust systems, turbocharger housings, furnace components, and heavy‐duty machinery castings.
Compared to standard ductile iron, SiMo grades exhibit up to 30 % higher tensile strength at elevated temperatures, a two‐fold improvement in stress‐rupture life, and markedly reduced scale formation under cyclic thermal loading. Production requires precise control of silicon and molybdenum additions, inoculation practices, and heat treatment regimes to optimize nodule morphology and matrix stability. Economically, SiMo ductile iron balances lower raw‐material cost compared to nickel‐based superalloys with superior castability versus heat‐resistant steels, offering a cost‐effective solution for components exposed to 600–850 °C service conditions.
1. Metallurgy & Chemical Composition
SiMo ductile iron begins with a base of spheroidal graphite iron (SG Iron), produced by adding magnesium to molten grey iron to form graphite nodules rather than flakes. High‐silicon molybdenum grades elevate silicon content to 2.8–5 % and molybdenum to 0.5–1 % by mass, with controlled carbon (3.2–3.6 %) and silicon (2.8–5 %) balances to maintain nodularity and avoid graphitization issues. Molybdenum serves as a strong carbide former and stabilizes the matrix at elevated temperatures, inhibiting spheroid‐to‐graphite transformation and retarding pearlite decomposition during thermal exposure. The typical nominal composition for a SiMo4‐0.5 grade is: Fe balance, C 3.3 %, Si 4.2 %, Mn 0.25 %, P ≤0.03 %, S ≤0.02 %, Mo 0.5 %. Variants such as SiMo5‐1 increase molybdenum to 1 % for even greater creep resistance, albeit with slightly reduced ductility if not heat‐treated appropriately.
Key Alloying Roles
Silicon (Si): Promotes ferritic matrix, enhances oxidation resistance, increases creep strength at high temperatures.
Molybdenum (Mo): Forms stable carbides, retards excessive grain growth, improves stress‐rupture life under cyclic loads.
Magnesium (Mg): Ensures spheroidal graphite morphology for ductility and toughness.
2. Microstructure & Heat‐Treatment Strategies
The microstructure of SiMo ductile iron typically comprises spheroidal graphite nodules within a ferritic or pearlitic matrix, depending on post‐cast heat treatment. Without treatment, high‐Si content can stabilize ferrite, while higher Mo levels encourage pearlite formation—both desirable for high‐temperature strength. Optimal performance often requires subcritical annealing (e.g., 790 °C for 4 h, air‐cool) to relieve internal stresses, spheroidize any carbides, and homogenize the matrix.
2.1 As‐Cast Microstructure
-
Ferritic Matrix: Predominant at higher Si/Mo ratios; excellent thermal fatigue resistance but moderate strength.
-
Pearlitic Matrix: Achieved with lower Si or added inoculants; delivers higher tensile strength but marginally reduced ductility at ambient temperatures.
2.2 Subcritical Annealing
Subcritical annealing cycles (700–800 °C) refine carbide morphology, reduce internal residual stresses, and enhance creep resistance by promoting uniform nodule distribution. Excessive annealing can lead to graphite spheroid coarsening, thus times and temperatures must be tightly controlled.
2.3 Austempering and Quenching (Optional)
Austempered SiMo ductile iron (ADI SiMo) can achieve martensitic or ausferritic microstructures with exceptional strength and wear‐resistance at the cost of additional heat‐treatment complexity.
3. Mechanical Properties
| Property | Standard SG Iron | SiMo4‐0.5 Ductile Iron | ADI SiMo Variants |
|---|---|---|---|
| Tensile Strength at RT | 60–100 ksi (415–690 MPa) | 65–110 ksi (450–760 MPa) | 130–150 ksi (900–1 035 MPa) |
| Yield Strength (0.2 % offset) | 40–70 ksi (275–480 MPa) | 50–80 ksi (345–550 MPa) | 95–120 ksi (655–830 MPa) |
| Elongation at Break | 10–18 % | 8–15 % | 4–8 % |
| Hardness (Brinell) | 150–250 HB | 180–300 HB | 300–350 HB |
| Creep Rupture Strength (600 °C) | 5 MPa at 100 h | 15 MPa at 100 h | 25 MPa at 100 h |
Table 1. Comparative mechanical properties of standard SG iron, SiMo4‐0.5 ductile iron, and austempered SiMo variants.
-
Elevated‐Temperature Tensile Strength: SiMo grades outperform standard SG iron by 20–30 % at temperatures between 500–800 °C due to Mo‐stabilized carbides.
-
Creep Resistance: The addition of 0.5–1 % Mo boosts creep life by up to 200 % under 600–750 °C cyclic loads compared to unalloyed ductile irons.
-
Hardness & Wear: SiMo variants maintain HB values above 300 after prolonged high‐temperature exposure, reducing scale‐induced spalling in exhaust components.
4. Thermal Stability & Oxidation Resistance
SiMo ductile irons are engineered for environments up to 850 °C, balancing thermal strength and oxidation protection without resorting to high‐nickel alloys.
4.1 Oxidation Kinetics
The inherent high‐Si content forms a protective SiO₂‐rich scale that adheres to the matrix, limiting mass gain and scale spallation during thermal cycling. In cyclic tests up to 900 °C, SiMo grades show <5 mg/cm² oxidation scale after 100 h, versus >20 mg/cm² for standard SG iron.
4.2 Thermal Fatigue Resistance
Thermal fatigue cracks initiate at graphite nodules in as‐cast SG iron, but SiMo’s ferritic matrix and stable carbides distribute stresses more evenly, extending fatigue life by 50–100 % under 500–800 °C cycling.
4.3 Creep‐Rupture Behavior
Stress‐rupture testing at 700 °C shows SiMo4‐0.5 enduring 15 MPa for 100 h before rupture, compared to 5 MPa for unalloyed ductile iron, underscoring its suitability for continuous high‐temperature service.
5. Production & Quality Control
5.1 Melt Preparation and Alloying
SiMo ductile iron production begins with a base of grey iron melt containing 3.2–3.6 % C, to which silicon (2.8–5 %) and molybdenum (0.5–1 %) are precisely added under inert cover to prevent oxidation. High-purity Fe–Si and Fe–Mo master alloys are introduced at 1400–1450 °C, ensuring homogeneous distribution; magnesium nodulizer is then injected to spheroidize graphite.
5.2 Inoculation and Cooling
Controlled inoculation using ferrosilicon inoculants fine-tunes the nodule count (≥ 100 nodules/mm²) and graphite morphology; mold design and casting section thickness dictate cooling rates to balance matrix hardenability and nodule integrity. Cooling curves are monitored via thermocouples to prevent chill zones or columnar growth.
5.3 Heat Treatment Protocols
Subcritical annealing (700–800 °C, 3–5 h) relieves residual stresses, spheroidizes carbides, and promotes a uniform ferritic or pearlitic matrix tailored to service conditions. Optional austempering (austenitize at ~900 °C then hold at 350–400 °C) yields ausferritic microstructures (ADI SiMo), delivering tensile strengths up to 150 ksi (1 035 MPa) at the expense of additional processing.
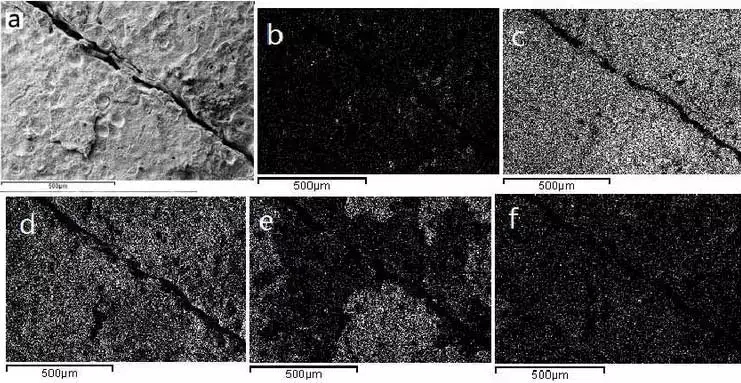
5.4 Nondestructive Testing & Metallographic Inspection
Each casting undergoes NDT-RAM testing to assess natural resonant frequencies, revealing internal voids or lamellar graphite remnants that compromise mechanical integrity. Spectrographic analysis verifies elemental concentrations within ± 0.02 % of target, and metallographic cross-sections confirm nodularity, nodule count, and matrix phase distribution between ferrite and pearlite.
6. Applications & Case Studies
6.1 Automotive Exhaust Systems
SiMo ductile iron is the material of choice for exhaust manifolds and turbocharger housings, where operating temperatures exceed 700 °C. Case studies show SiMo4-0.5 alloys retain > 90 % of room-temperature tensile strength at 750 °C with negligible scale spallation after 500 thermal cycles.
6.2 Industrial Furnaces & Combustion Components
In petrochemical reactors and glass-melting furnaces, SiMo components withstand cyclic temperatures up to 850 °C. Research indicates two-fold improvement in stress-rupture life at 800 °C versus standard SG iron, with SiO₂-rich protective scales forming to limit oxidation to < 5 mg/cm² after 100 h.
6.3 Gas Turbine and Energy Sector
Patented gas turbine diffusers utilize SiMo irons to exploit high-temperature creep strength and vibration damping, reducing microcracking under cyclic loads. Comparative testing reveals SiMo variants achieve 20 % longer fatigue life at 600 °C than analogous high-chromium cast steels.
7. Comparative Cost Analysis
| Material | Initial Cost per kg | Total Lifecycle Cost* | Recycling Value |
|---|---|---|---|
| SiMo Ductile Iron (4 % Si, 0.5 % Mo) | $1.20 | $2.50 | $0.90 |
| Heat-Resistant Steel (Alloy 310) | $2.80 | $3.80 | $1.10 |
| Nickel-Based Superalloy (Inconel) | $12.00 | $14.50 | $3.50 |
*Estimated over 20 years including maintenance and downtime costs.
Although SiMo ductile iron commands a 10–20 % premium over standard SG iron, its total cost of ownership undercuts alloy steels and nickel superalloys by 25–40 % due to reduced maintenance, longer service intervals, and high recyclability value (up to 90 % of scrap value recovered). Quality management systems (IATF 16949) further lower warranty and rework expenses for automotive and industrial foundries.
8. Environmental & Sustainability Considerations
SiMo ductile iron supports circular economy principles:
-
High Recycled Content: Castings contain ≥ 90 % recycled iron and steel scrap, with near-zero quality loss upon remelting.
-
Lower Embodied Energy: Lifecycle assessments show ductile iron pipes and components emit 30–40 % less CO₂ than comparable steel or superalloy parts, attributable to lower alloying and energy requirements.
-
Recyclability: At end of life, SiMo castings are melted in electric arc furnaces; zinc-free surcharge avoids heavy-metal runoff, unlike certain coated steels.
-
Service Life Extension: Resistant to thermal fatigue and creep, SiMo irons operate for 15–20 years in harsh conditions before major refurbishments, reducing material turnover and landfill burden.
9. Frequently Asked Questions
Q1: What distinguishes SiMo ductile iron from standard ductile iron at the microstructural level?
SiMo ductile iron differentiates itself by alloying spheroidal graphite iron with elevated silicon (2.8–5 %) and molybdenum (0.5–1 %), which fundamentally alters its microstructure compared to standard ductile iron. In unalloyed ductile iron, the matrix typically consists of pearlite or ferrite determined by cooling rate and inoculation practices, and graphite nodules dispersed uniformly to provide ductility and toughness. However, in SiMo grades, silicon’s strong ferrite-stabilizing effect increases the ferritic portion of the matrix, enhancing thermal shock resistance and reducing carbon diffusion that leads to carbide formation at high temperatures. Molybdenum serves as a potent carbide former, pinning grain boundaries and retarding the pearlite-to-ferrite transformation during thermal exposure, which boosts creep resistance and stress-rupture life by up to 200 % at 600–750 °C compared to unalloyed ductile irons. Micrographs reveal finer, more uniformly distributed graphite nodules within a mixed ferritic-pearlitic or fully ferritic matrix, depending on post-cast heat treatments such as subcritical annealing (700–800 °C) or optional austempering, which further refines matrix carbides and residual stresses to tailor mechanical properties for cyclic high-temperature service.
Q2: How does the oxidation resistance of SiMo ductile iron compare under cyclic thermal loads?
Oxidation resistance in SiMo ductile iron arises mainly from the formation of a silicon-enriched oxide layer (SiO₂) on the surface when exposed to high temperatures (up to 900 °C). In cyclic thermal tests, standard spheroidal graphite irons exhibit rapid scale growth (> 20 mg/cm² after 100 h at 900 °C) with frequent spallation due to mismatches in thermal expansion between the oxide and substrate. Conversely, SiMo grades limit oxidation to < 5 mg/cm² after the same exposure, thanks to a continuous, adherent SiO₂-rich scale that self-heals microcracks during cooling cycles. Thermal fatigue tests further show that SiMo irons double the number of cycles before crack initiation (from ~500 cycles in SG iron to ~1 000 cycles in SiMo) under 500–800 °C ramps, attributed to the ferritic matrix’s superior ductility and Mo-stabilized carbides’ ability to redistribute localized stresses around graphite nodules. This performance makes SiMo ductile iron the preferred material for components subjected to repeated startup-shutdown cycles in automotive exhaust and industrial heating systems.
Q3: What quality control measures ensure consistent mechanical performance in SiMo castings?
Ensuring consistent mechanical performance in SiMo ductile iron castings involves both process controls and rigorous testing standards. During melting and alloy addition, spectrochemical analyzers verify Si and Mo contents within ± 0.02 % of target to avoid matrix heterogeneity that can lead to property scatter. TDA (thermal-analysis) sensors monitor solidification, confirming nucleation and growth rate curves match established process windows, thereby controlling graphite nodule count (≥ 100 /mm²) and size distribution. After casting, each piece undergoes NDT-RAM resonant frequency testing to detect internal discontinuities such as porosity or chill zones that compromise integrity. Metallographic examination of representative sections confirms nodularity (> 80 % spheroidal graphite), nodule count, and matrix phase fractions (target ferrite-to-pearlite ratios). Finally, mechanical testing—tensile, hardness (HB), and creep-rupture at 600 °C—validates that each batch achieves specified minimums (e.g., 65 ksi tensile, 15 MPa creep strength at 100 h) before shipment.
Q4: Can SiMo ductile iron be welded or repaired on-site?
Welding SiMo ductile iron requires specialized procedures to avoid crack formation due to high thermal gradients and carbide precipitation. Pre-heating to 250–300 °C mitigates rapid cooling, and filler rods with low silicon (≤ 1 %) and nickel content promote ductile weld zones. Post-weld heat treatment (annealing at 700 °C for 2–4 h) relieves residual stresses and spheroidizes any weld-zone carbides. For field repairs, cold-bonding techniques using epoxy-based metal repair compounds offer a temporary solution up to 400 °C but are not suitable for continuous high-temperature service. Consequently, on-site repairs are generally limited to restoring corrosion protection coatings or minor structural touch-ups, with full replacement recommended for critical high-temperature components.
Q5: What design considerations optimize longevity of SiMo components?
To maximize longevity, designers must account for differential thermal expansion between SiMo ductile iron (CTE ≈ 12 × 10⁻⁶/°C) and mating materials such as steel or ceramics. Incorporating expansion joints and compliant mounting flanges reduces stress concentrators at interfaces. Wall thicknesses should exceed 5 mm to ensure adequate thermal mass, preventing overheating of local hot spots, and minimize section size variations to avoid uneven cooling during casting. Surface finish also impacts oxidation: specifying a Ra ≤ 3.2 μm reduces oxide adhesion points. Finally, specifying subcritical annealing or austempering treatments based on service temperature profiles ensures the microstructure—ferrite or ausferrite—aligns with the required creep and fatigue resistance.
Q6: How does the lifecycle environmental footprint of SiMo ductile iron compare to alternatives?
Lifecycle analyses compare production, use, and end-of-life phases. SiMo ductile iron’s embodied energy is lower than nickel alloys and heat-resistant steels because silicon and molybdenum constitute only 3–6 % of the alloy versus 20–50 % expensive elements in superalloys. During operation, its thermal efficiency and oxidation resistance reduce maintenance and replacement frequency, lowering operational carbon emissions. At end-of-life, scrap recovery in electric arc furnaces yields near-100 % recyclability with no specialized zinc or toxic element separation required, unlike coated steels or nickel-based materials, which need complex remelting and refining. Overall, SiMo demonstrates a 30–40 % smaller carbon footprint per component life cycle compared to heat-resistant steel equivalents.
Q7: Are there limitations to using SiMo ductile iron in corrosive environments?
While SiMo alloys excel in oxidation and thermal-fatigue resistance, they are susceptible to corrosion in acid or chloride-rich aqueous environments if unprotected. Studies show increased corrosion rates in 0.6 M NaCl and 0.5 M H₂SO₄ solutions, with Mo content beyond 1 % slightly exacerbating pitting due to carbide networks acting as galvanic sites. Protective coatings—such as aluminide or ceramic linings—are recommended for continuous exposure to aggressive media. Cathodic protection can mitigate general corrosion but requires careful design to avoid hydrogen embrittlement under cyclic thermal loads. Thus, for simultaneous high-temperature and chemical exposure, duplex systems combining SiMo iron substrate with high-performance barrier coatings are the industry standard.
Q8: What emerging developments are shaping the future of SiMo ductile iron?
Advances in process control, notably on-line thermal-analysis with artificial intelligence, enable tighter control over solidification parameters, reducing scrap rates by up to 15 % and further improving mechanical consistency. Research into microalloying with niobium and chromium aims to refine carbide dispersions, enhancing creep performance at 800–900 °C by an additional 10–20 % without sacrificing ductility. Furthermore, integrating additive manufacturing for mold design allows conformal cooling channels, minimizing section-to-section thermal gradients and yielding more uniform microstructures. Finally, lifecycle assessments are increasingly guiding alloy development to reduce embodied carbon, with target reductions of 20 % in CO₂ emissions by 2030 through optimized scrap sourcing and lower-temperature melting processes.
References:
- Ductile Iron – Wikipedia
- ASTM A897 Standard Specification for High-Silicon Ductile Iron Castings for Elevated Temperature Service – ASTM International
- High-Temperature and Heat-Resistant Ductile Iron – International Spheroidal Graphite Iron Foundry Standards Association (ISSFSA)
- IATF 16949 Quality Management System for Automotive Industry – IATF Global Oversight
- Mechanical and Thermal Properties of Ductile Iron – Engineering Toolbox
