Austempered ductile iron (ADI) is an advanced cast iron that has undergone the austempering heat treatment process, which significantly alters its microstructure to enhance its mechanical properties. The unique microstructure of ADI combines phases of ausferrite, which is a mixture of ferrite and martensite, offering exceptional strength, wear resistance, and toughness. This article will explore the key features of ADI’s microstructure, the phases that form during austempering, and how these influence the material’s performance in various industrial applications.
1. What is the Microstructure of Austempered Ductile Iron?
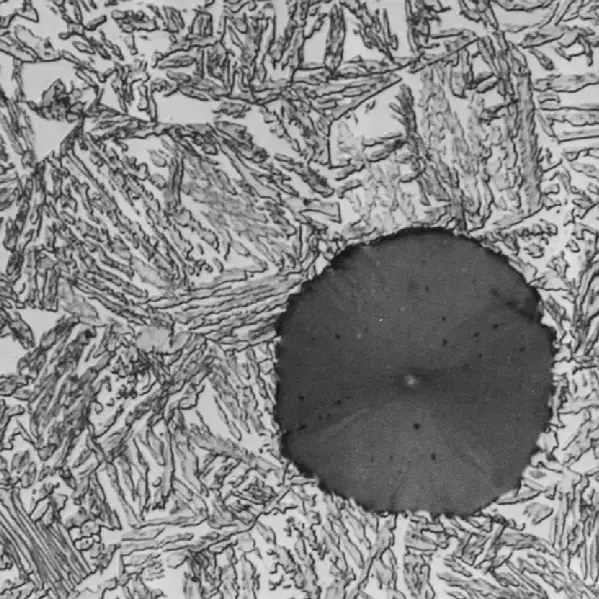
The microstructure of ADI plays a crucial role in determining its mechanical properties. The austempering process involves heating the ductile iron to austenitizing temperatures and then cooling it in a controlled manner, which results in a unique combination of phases, most notably:
-
Ausferrite: The primary phase in ADI, composed of ferrite and martensite. It gives ADI its strength, toughness, and wear resistance.
-
Cementite: In some grades, traces of cementite (iron carbide) may appear as a secondary phase, contributing to hardness.
-
Graphite: Like all ductile irons, ADI contains graphite nodules, but they are surrounded by a finer microstructure compared to regular ductile iron, which enhances toughness.
Key Phases in ADI:
-
Ferrite: Soft and ductile, ferrite provides toughness and flexibility to ADI.
-
Martensite: Hard and brittle, martensite increases the strength of ADI but can reduce ductility if present in excess.
-
Cementite: A hard, brittle phase that, when present in small amounts, contributes to improved hardness without significantly compromising ductility.
2. The Austempering Process and Microstructure Formation
The austempering process is the key to achieving the ideal microstructure in ADI. The process involves three main stages:
-
Austenitizing: The iron is heated to a high temperature (800-900°C), where it becomes fully austenitic. This phase prepares the material for the transformation to ausferrite.
-
Quenching: The material is rapidly cooled in a bath of molten salt or polymer, at a controlled rate. The cooling rate is crucial for ensuring the formation of the desired ausferrite structure.
-
Austempering: The material is held at a lower temperature (around 250-400°C) to allow the transformation from austenite to ausferrite. The cooling is slower than traditional quenching, allowing a fine, uniform structure to form.
| Step | Temperature Range | Microstructure Formed | Effect on Material Properties |
|---|---|---|---|
| Austenitizing | 800-900°C | Austenite | Prepares the material for transformation. |
| Quenching | Rapid cooling in salt bath | Partial transformation to ausferrite | Begins the formation of ausferrite. |
| Austempering | 250-400°C | Ausferrite (ferrite + martensite) | Final microstructure with high strength and toughness. |
3. Key Features of ADI’s Microstructure
The microstructure of ADI is characterized by a fine, uniform distribution of phases that contribute to its outstanding mechanical properties. These features include:
-
Fine Ausferrite: The transformation to ausferrite is a critical aspect of the process, and its fine distribution leads to enhanced mechanical properties, including high strength, toughness, and fatigue resistance.
-
Nodular Graphite: The presence of graphite nodules, common in all ductile iron, helps improve the material’s ductility. In ADI, these nodules are surrounded by the ausferrite matrix, which provides superior performance.
-
Minimal Cementite: Cementite is minimized in ADI’s microstructure, allowing the material to maintain its toughness while achieving higher hardness levels than regular ductile iron.
4. The Role of Carbon in ADI’s Microstructure
Carbon plays a pivotal role in the microstructure of ADI, as it is the primary element responsible for the formation of austenite during the initial heating phase. The amount of carbon present influences:
-
The Amount of Martensite: Higher carbon content leads to increased martensite formation during the austempering phase, contributing to higher hardness and strength.
-
The Formation of Cementite: Excessive carbon can lead to the formation of cementite, which may negatively impact ductility but increase hardness.
Carbon Content and Microstructure:
-
Low Carbon (2.5-3.0%): Results in a more ferritic matrix with a lower hardness but higher toughness.
-
High Carbon (3.5-4.0%): Leads to a greater amount of martensite and cementite, increasing hardness but potentially reducing toughness.
5. Mechanical Properties of Austempered Ductile Iron Based on Microstructure
The specific microstructure of ADI directly influences its mechanical properties, including:
-
Tensile Strength: ADI exhibits excellent tensile strength, with values ranging from 600 MPa to over 1400 MPa, depending on the grade. The presence of martensite and ausferrite contributes to this high strength.
-
Hardness: Hardness levels in ADI range from 40 HRC to 65 HRC, depending on the austempering conditions. The hardness is primarily influenced by the amount of martensite in the microstructure.
-
Ductility: ADI maintains a high level of ductility, which is crucial for resisting brittle fracture. The fine dispersion of graphite nodules within the ausferrite matrix helps preserve this ductility.
-
Fatigue Resistance: The uniform distribution of phases within the microstructure contributes to ADI’s superior fatigue resistance, making it ideal for cyclic loading applications.
| Property | Before Austempering | After Austempering | Effect |
|---|---|---|---|
| Tensile Strength | 400-600 MPa | 600-1400 MPa | Significant increase in strength. |
| Hardness | 20-40 HRC | 40-65 HRC | Increased hardness and wear resistance. |
| Ductility | High | Moderate to High | Maintains ductility despite higher hardness. |
| Fatigue Resistance | Moderate | Excellent | Enhanced due to fine microstructure. |
6. How Microstructure Influences ADI’s Applications
The unique microstructure of ADI makes it highly suitable for a range of applications across various industries, including:
-
Automotive Industry: Components such as suspension parts, crankshafts, and gears benefit from ADI’s high strength, wear resistance, and fatigue resistance.
-
Mining and Construction: ADI’s toughness and resistance to wear make it ideal for use in crushers, excavator teeth, and heavy-duty machinery.
-
Power Generation: ADI is used in turbine components, gears, and bearings, where its resistance to high-stress conditions is essential.
-
Heavy Machinery: Parts subjected to high loads, such as axles, housings, and drive shafts, benefit from ADI’s combination of strength and toughness.
7. Comparison of ADI’s Microstructure with Other Cast Iron Materials
| Material | Microstructure | Properties | Applications |
|---|---|---|---|
| Gray Cast Iron | Graphite flakes, pearlite | Good castability, low strength | Engine blocks, pipes, machinery components |
| Ductile Iron | Graphite nodules, ferrite and pearlite | Higher strength than gray cast iron, good toughness | Pipes, automotive parts, machinery |
| Austempered Ductile Iron (ADI) | Ausferrite (ferrite + martensite), graphite nodules | High strength, high hardness, excellent fatigue resistance | Automotive, mining, heavy machinery |
8. Common Problems in ADI’s Microstructure and How to Solve Them
Despite its superior properties, ADI can sometimes exhibit issues in its microstructure:
-
Incomplete Transformation: If the austempering process is not controlled properly, some regions of the material may fail to transform to ausferrite. This can lead to reduced strength and toughness. Proper control of temperature, time, and cooling rates is essential to avoid this issue.
-
Cracking: Rapid cooling during the quenching phase can lead to thermal stresses and cracking. Controlled cooling and uniform temperature distribution help prevent this.
-
Inhomogeneous Microstructure: Variations in the cooling rate during austempering can result in an inhomogeneous microstructure. Ensuring uniform heat treatment is key to achieving the desired properties.
9. Common Questions About ADI Microstructure
Q1: How does the microstructure of ADI affect its wear resistance?
The fine and uniform distribution of ausferrite and the presence of graphite nodules contribute significantly to ADI’s exceptional wear resistance. The hard martensite phase increases surface hardness, while the ductile ferrite phase absorbs impact, making ADI highly resistant to abrasion and surface wear.
Q2: What makes ADI superior to regular ductile iron in terms of strength?
ADI has a much higher tensile strength than regular ductile iron because of the presence of martensite and the fine distribution of ausferrite. Regular ductile iron, by contrast, typically has a lower hardness and strength, as it lacks the controlled transformation that ADI undergoes during the austempering process.
Q3: Can the microstructure of ADI be altered for different applications?
Yes, the microstructure of ADI can be adjusted by controlling the austempering process. By varying the temperature and cooling rate, manufacturers can tailor the proportions of martensite and ferrite to meet specific mechanical property requirements for different applications.
Q4: What is the role of graphite in ADI’s microstructure?
Graphite in ADI plays a vital role in enhancing its ductility and preventing brittle fracture. The nodular graphite present in the material helps absorb impact energy and provides flexibility, which is essential for components that are subjected to cyclic loading.
Q5: How does ADI’s microstructure improve its fatigue resistance?
The fine and uniform ausferrite microstructure in ADI minimizes internal stresses and enhances its resistance to crack formation under repetitive stress cycles. This makes ADI an excellent material for components subject to fatigue, such as suspension systems and gears.
Q6: What industries benefit the most from ADI’s microstructure?
Industries such as automotive, mining, construction, and power generation benefit greatly from ADI’s unique microstructure. The material’s combination of strength, toughness, and fatigue resistance makes it ideal for demanding applications like engine parts, heavy machinery, and turbine components.
Conclusion
The microstructure of austempered ductile iron is a key determinant of its superior mechanical properties, including high strength, hardness, fatigue resistance, and wear resistance. Through careful control of the austempering process, manufacturers can produce ADI with tailored properties to meet the needs of a wide range of industrial applications. With its unique combination of phases, ADI continues to revolutionize industries such as automotive, mining, and power generation, offering an advanced alternative to traditional materials.